Related Topics
Screaming into the Social Media Void
AutoDesk is dropping support and development for the dedicated Eagle EDA tool and moving efforts to the AutoDesk Fusion 360 Electronics.
Product of Many Imaginations
MacroFab's Misha Govshteyn and Chris Church check in with Parker and Stephen to give his take on supply chains, nearshoring and reshoring.
Perpetual Prototypes
Did Stephen and Parker complete there holiday projects as mentioned in last weeks episode or will they slip further behind with feature creep?
Other Resources
Circuit Break Podcast
Webinars
Videos
Tour MacroFab's ITAR-Compliant Facility
March 3, 2021, Episode #266
- Webinar that Chris Church (Co-Founder of MacroFab) will be co-hosting with Edwin Robledo of AutoDesk.
- Topics are the following
- Vias-in-Pad
- Blind/Buried Vias vs. Back-drilling
- Acid Traps
- Stack-ups
- Edge Clearances
- Annular Rings
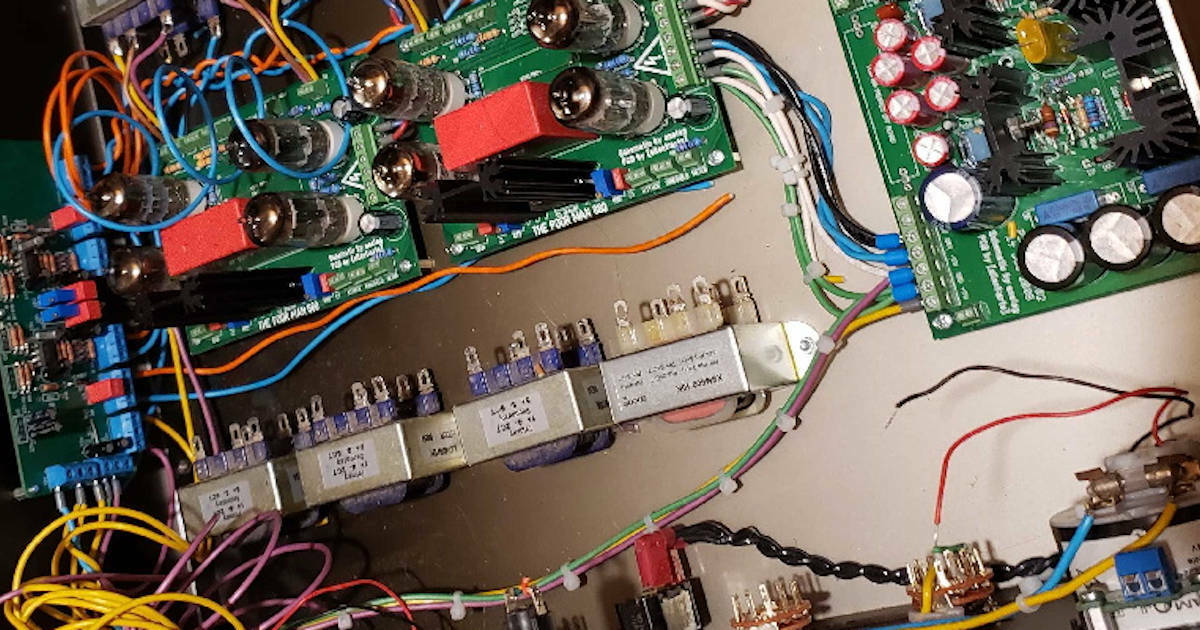
Building a Program and Testing procedure for your first production run
- Take lots of pictures
- Keep it up to date and version controlled
- Hand off the procedure to a colleague and have them run through it
- Work with your CM
- MacroFab works closely to help flesh out procedures and fixture designs
- What is you acceptable fall out from production
- This is where scaling up production runs can help iron out QA procedures for your product
- Find tolerancing issues with components
- Keep in mind your target pricing
Elements of a good test procedure – THINGS TO KEEP IN MIND
- It is almost impossible to have too much information in your test procedure – within reason.
- Remember – Your CM can always distill your information down to something less than what you provide
- Typically they have one “expert” who knows everything and multiple operators who execute the tasks.
- You don’t know when your documentation is needed so be thorough
- Assume that the reader has basic skills.
Things to include in the documentation – preferably at the top
- Product/assembly name
- Test procedure Rev
- List of board revisions that this procedure applies to
- Map or image of terms or items
- List of ALL software required
- Do not assume that your CM has anything
- If software version is important make sure this is called out
- List of ALL files required
- Be explicit with the names
- Do not be shy with file structure
- Be consistent
- If you call a board X then always call it X
Test procedure Meat and potatoes
- List of required equipment
- What can be expected of a CM to have?
- Be granular here. All the way down to cables
- Do not be afraid to call out amazon links to required items
- List every step
- Avoid parallel anything – Sequential steps are the best
- Always have criteria and be reasonable!
- consider how the operator will approach your target and adjust accordingly!
- Failures – Let the operator know what to do with a failure
- Do not suggest “hot fixes”
- Pictures are worth a thousand words
- Pictures of test points
- have pictures of your fancy script!
- be explicit with the outputs!
- If anything is to be marked or saved be explicit how and where to do it. If there is a sticker or label to be applied show a picture where you want it to go.
- List of required equipment
Listen to Circuit Break Ep #278 when Chris Church returns with Altium CEO Ted Pawela to discuss how the two companies are working together.
About the Hosts

Parker Dillmann
Parker is an Electrical Engineer with backgrounds in Embedded System Design and Digital Signal Processing. He got his start in 2005 by hacking Nintendo consoles into portable gaming units. The following year he designed and produced an Atari 2600 video mod to allow the Atari to display a crisp, RF fuzz free picture on newer TVs. Over a thousand Atari video mods where produced by Parker from 2006 to 2011 and the mod is still made by other enthusiasts in the Atari community.
In 2006, Parker enrolled at The University of Texas at Austin as a Petroleum Engineer. After realizing electronics was his passion he switched majors in 2007 to Electrical and Computer Engineering. Following his previous background in making the Atari 2600 video mod, Parker decided to take more board layout classes and circuit design classes. Other areas of study include robotics, microcontroller theory and design, FPGA development with VHDL and Verilog, and image and signal processing with DSPs. In 2010, Parker won a Ti sponsored Launchpad programming and design contest that was held by the IEEE CS chapter at the University. Parker graduated with a BS in Electrical and Computer Engineering in the Spring of 2012.
In the Summer of 2012, Parker was hired on as an Electrical Engineer at Dynamic Perception to design and prototype new electronic products. Here, Parker learned about full product development cycles and honed his board layout skills. Seeing the difficulties in managing operations and FCC/CE compliance testing, Parker thought there had to be a better way for small electronic companies to get their product out in customer's hands.
Parker also runs the blog, longhornengineer.com, where he posts his personal projects, technical guides, and appnotes about board layout design and components.

Stephen Kraig
Stephen Kraig is a component engineer working in the aerospace industry. He has applied his electrical engineering knowledge in a variety of contexts previously, including oil and gas, contract manufacturing, audio electronic repair, and synthesizer design. A graduate of Texas A&M, Stephen has lived his adult life in the Houston, TX, and Denver, CO, areas.
Stephen has never said no to a project. From building guitar amps (starting when he was 17) to designing and building his own CNC table to fine-tuning the mineral composition of the water he uses to brew beer, he thrives on testing, experimentation, and problem-solving. Tune into the podcast to learn more about the wacky stuff Stephen gets up to.
Special thanks to whixr over at Tymkrs for the intro and outro!
Related Podcasts
Perpetual Prototypes
Did Stephen and Parker complete there holiday projects as mentioned in last weeks episode or will they slip further behind with feature creep?
Weapons of Mathewson Destruction
William Mathewson of WMD joins Parker and Stephen to discuss what is was like starting a hardware manufacturing business and is hardware hard?

Benjamin Jordan of Autodesk
Senior Product Manager for ECAD in Autodesk Fusion 360, Ben Jordan, joins Stephen and Parker to discus the future of ECAD, Eagle, Autodesk, and PCBs.
Product of Many Imaginations
MacroFab's Misha Govshteyn and Chris Church check in with Parker and Stephen to give his take on supply chains, nearshoring and reshoring.

Screaming into the Social Media Void
AutoDesk is dropping support and development for the dedicated Eagle EDA tool and moving efforts to the AutoDesk Fusion 360 Electronics.

Design With Manufacturing – Altium and MacroFab
Ted Pawela, Altium's Chief Ecosystem Officer, joins the podcast with Chris Church to discuss Altium's participation in MacroFab's recent fundraising.
About MacroFab
MacroFab offers comprehensive manufacturing solutions, from your smallest prototyping orders to your largest production needs. Our factory network locations are strategically located across North America, ensuring that we have the flexibility to provide capacity when and where you need it most.
Experience the future of EMS manufacturing with our state-of-the-art technology platform and cutting-edge digital supply chain solutions. At MacroFab, we ensure that your electronics are produced faster, more efficiently, and with fewer logistic problems than ever before.
Take advantage of AI-enabled sourcing opportunities and employ expert teams who are connected through a user-friendly technology platform. Discover how streamlined electronics manufacturing can benefit your business by contacting us today.