Click Image to Enlarge
MacroFab with FabIQ
The Future of PCB Quoting, Here Today
MacroFab is thrilled to introduce FabIQ, our next-gen PCB quoting system powered by AI. Leveraging our extensive database of PCB specs, component data, and manufacturing costs, this groundbreaking tool eliminates the guesswork, providing instant, accurate pricing for your PCB assembly or panels. With FabIQ, you can streamline your quoting process and focus on developing innovative electronics.
Click Image to Enlarge
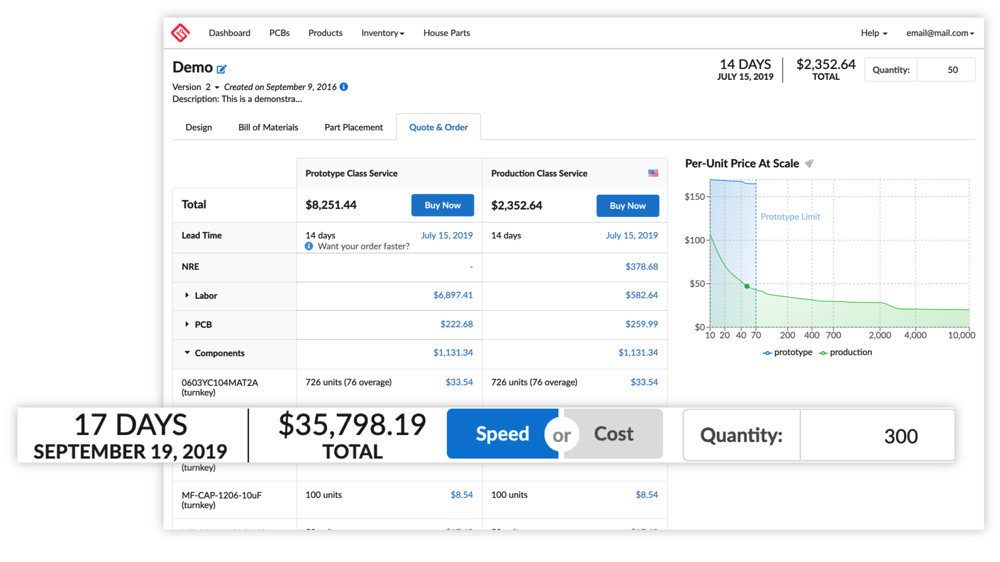
Faster Quotes
Digital-First Experience
- Instant quotes and online ordering for PCB assembly services
- Interactive quotes for product assembly and testing RFQs delivered in days
- Support for most major EDA tools and industry-standard manufacturing file formats
Click Image to Enlarge
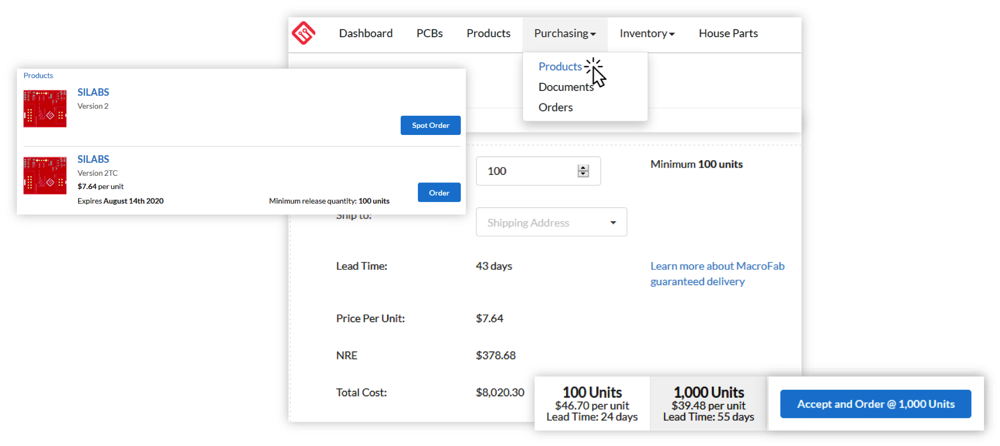
Simple Management
Manage Your Purchasing Process Online
- Place re-orders and schedule production releases easily
- Track order status and delivery dates online
- Manage fixed-price agreements
- Execute contracts and authorize orders
- Automated invoicing and flexible payment options
Click Image to Enlarge
Build Collaboration
Enable Purchasing Teams to Collaborate With Engineers
- Digital thread maintains consistency from engineering to purchasing to the factory floor
- Reduce production mistakes with approvals for immutable product orders
- PCB change tracking and audit ability to ensure record-keeping compliance
Click Image to Enlarge
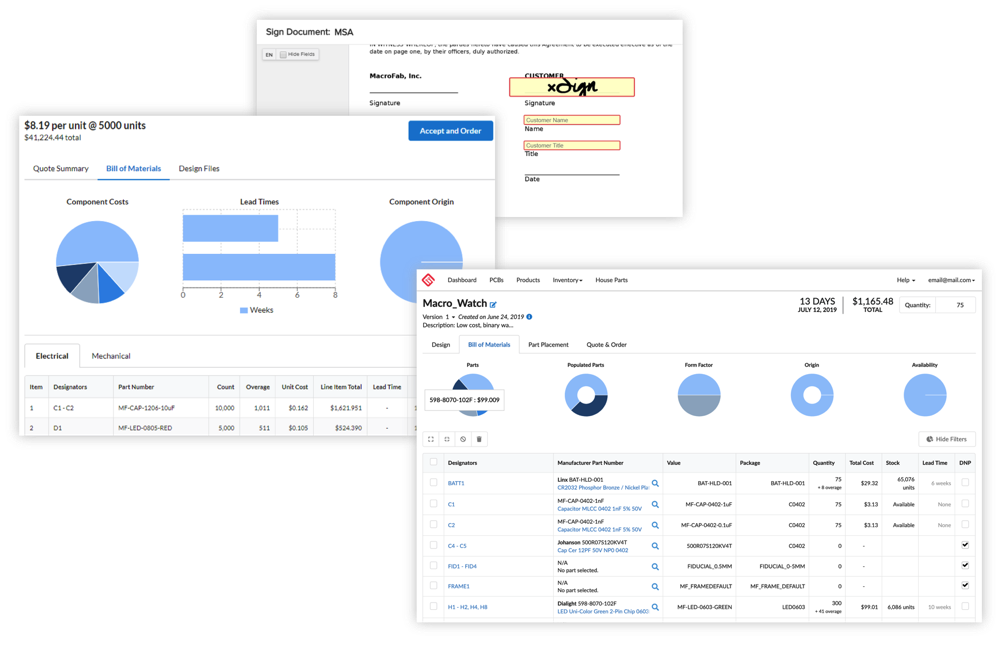
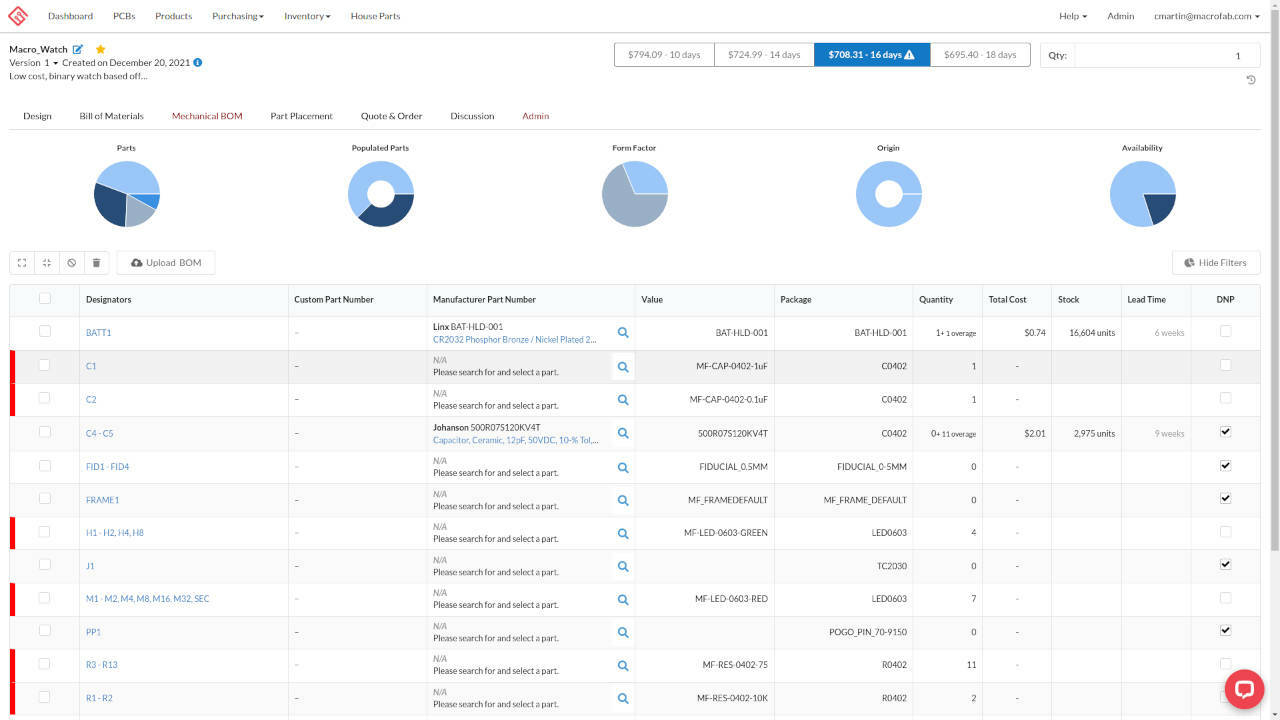
Transparent Content
Make Better Production Decisions
- Identify cost and lead time issues with fully interactive itemized quotes
- Eliminate delays with real-time supply chain visibility
- Easily model costs from NPI to production volume
Delivering Manufacturing Success, One Solution at a Time
MacroFab provides engineers, purchasers, and supply chain professionals with everything they need to develop high-quality electronics products. Our powerful tools and rich data give teams the ability to design new products with confidence and bring them to life on pre-vetted factory lines all across North America.
Ensure smooth functionality within your development cycle by using quality custom PCBs from MacroFab for in-house iterations.
Upload new designs into the MacroFab platform, receive instant quotes, make adjustments, and place orders – all within our online platform.
Scale up to virtually any volume of production using one or multiple factory lines from our thoroughly vetted North American factory network.
Make critical procurement and supply chain decisions based on a single source of truth, and lean on MacroFab’s expert team to provide additional guidance and support.
Stay focused on your core business, and let us handle the assembly, testing, and packaging of finished products on your behalf.
Work with reliable contract manufacturers in the U.S., Canada, and Mexico that offer the capacity, capabilities, and pricing to meet your specific needs.
Click Image to Enlarge
Recent Platform Enhancements
- ITAR Compliance: MacroFab is now ITAR compliant, allowing us to securely handle projects subject to International Traffic in Arms Regulations. This includes migrating our platform to a government cloud and implementing features to restrict access to sensitive data. This means you can tackle projects with peace of mind, knowing your data is secure.
- Improved Design File Processing: We expanded the range of design files supported, improved our file processing engine to make file uploads quicker, and added support for automatically extracting components from more design file packages.
- Your Parts, Your Project: Take control of your budget or use specific components by providing your own parts for assembly. Our platform now supports Customer Furnished Material (CFM) options.
- Start with Bare PCBs: Test your layout concepts before committing to populated boards. Order custom (bare) PCBs through our platform for early in-house iterations.
- Clearer PCB Workflow: Our PCB screen interface has gotten an upgrade! We've separated design checks into warnings and errors, making it easier to prioritize fixes. Initiate a quote without needing design files upfront.
- Missing Data, No Problem: Don't let missing info slow you down. The platform now allows you to place orders even with incomplete data. Our support team will then work with you to fill in the gaps.
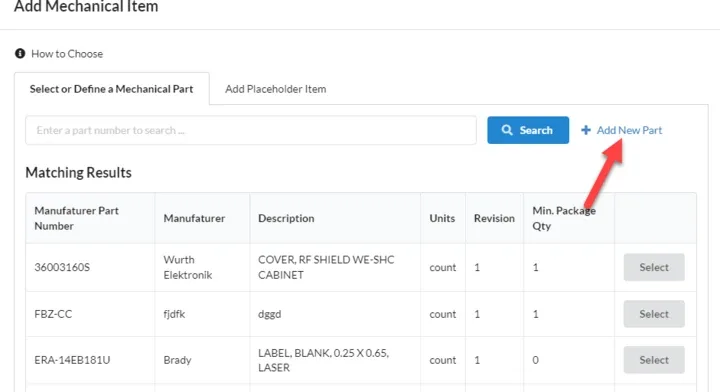
- Streamlined Mechanical BOM Management: MacroFab now supports Mechanical Bills of Materials (MBOMs) directly within the platform. Create and manage MBOMs alongside your standard BOMs for a more holistic view of your project. Once created, MBOM items become readily available for use in future projects, simplifying re-orders and saving you time.